铸造工艺过程复杂,工序繁多,生产周期长,影响铸件尺寸精度的因素很多,生产尺寸精度高的铸件是铸造人员一直为之奋斗的目标,所谓的尺寸精度高指的是铸件不仅仅与模具尺寸相匹配,并且每个铸件的尺寸是一致的。如何提高铸件的尺寸精度,铸件精度不够的原因有哪些呢?
七星配资 - 正规炒股配资|正规股票配资开户官方网站,业务咨询电话:16639800877
中文 | English

V法如何提高铸件的尺寸精度
铸造工艺过程复杂 ,工序繁多 ,生产周期长 ,影响铸件尺寸精度的因素很多 ,生产尺寸精度高的铸件是铸造人员一直为之奋斗的目标,所谓的尺寸精度高指的是铸件不仅仅与模具尺寸相匹配,并且每个铸件的尺寸是一致的。 如何提高铸件的尺寸精度,铸件精度不够的原因有哪些呢?
对任何铸型来讲,三个主要因素决定了尺寸精度,首先砂型必须是模具的完整体现,要与模具的尺寸相符,第二,在浇注的时候砂型必须能成功的抵抗渗透和金属的静压力,通常称为型壁移动,第三,铸件表面要光滑而不能粗糙。
为了保证砂型的尺寸精度,砂型必须易于从模具分离,而不需要额外的振动和敲击,因为这些做法都会扩大砂型的型腔,一个典型的例子就是手工造型中,用锤子敲击来使砂型与模具脱离,所以砂型比模具大出1/8英寸是很常见的事情。如果能保证每个砂型型腔都会大出一样的尺寸那也没什么问题,关键是由于很多不确定因素(例如锤击时所用力的大小等)使得很难保证所有砂型大小都一样。
轻微的振动是比较好的,但这也随着重力和振动时间而变化,高压湿型中,通过使用非常光滑的模具和控制振动时间改善了这个问题。
但在V法工艺中已完全不需要振动或敲击来完成起模,为什么呢?因为起模是光滑的塑料薄膜与模具的分离,所以起模时所需的力就能减到最小。
如图16.1所示的试验,一个50mm直径的圆柱伸入砂型中150mm,其中模具分别是正拔模斜度负拔模斜度和无拔模斜度,然后测量湿型砂型和V法造型中所需的起模力,不需任何形式的振动和敲击,CO2硬化水玻璃砂和湿型在起模斜度为0.5°时边缘破碎,在无起模斜度和负起模斜度时根本无法起模。
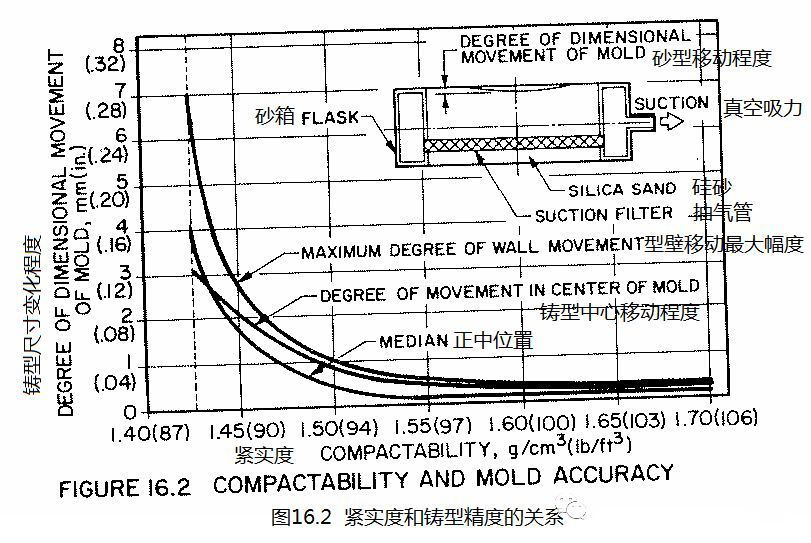
使用800mm的正方形砂型,在恒定的真空压力下,将紧实度与型壁移动的关系记录下来。在紧实度低的情况下,型壁的移动变大,因而引起型尺寸精度降低。这是一个在造型时利用振动获得较大体积密度砂型的很好的例子,见图16.2。
在V法工艺中,无起模斜度的模型很容易起模,-0.5°甚至-1°的也只需比较小的起模力就能将砂型完整地起模。其实这个现象很空易解释,砂型边缘不会损坏是因为砂子都被塑料薄膜包裹成型,当模具上的真空去除以后,而砂型上的真空仍然保持,在砂型表面就会有一个力,砂型的真空拉动薄膜,使它不覆盖在模具上面。测试表明这种压力是均匀的并且为起模留下了合适的间隙。
解释负的起模斜度也是同样的道理,现加上砂粒在塑料薄膜下的转变能力,有轻微的刻痕或倒凹也能成功的起模,但较尖的断口在起模时可能会撕裂塑料薄膜。
所以在模型上边不要有任何的尖角。图15.1的测试显示了砂型型腔具有很好的尺寸精确性。
尺寸不准的第二个原因是型壁移动。这个原因在Messrs和Miura的研究报告中所写到。报告的题目是“V法工艺生产铸铁件的尺寸精度”
他们浇注了三个150mm的实心棒。铁的浇注温度在1340℃到1360℃之间,金属液分别被倒入V法。CO2硬化水玻璃砂、湿型的砂型中,如果没有型壁移动或者型壁移动非常小的话,那么铸件肯定比型腔小;如果铸件比型腔大,肯定就发生了型壁移动,对吗?让我们来看一下实验结果。
测量点V法湿型CO2
A +0.60 1.48 0.41
B +0.68 2.24 1.95
注意:所有测试结果都是以毫米为单位的,表中的数据是用型腔的尺寸减去铸件的尺寸所得到的。
你可以注意到,对湿型和CO2型的四个测试结果说明铸件的尺寸比型胶要大,说明有型胶移动的存在,而V法中铸件的尺寸比铸胶要小,说明没有型壁移动而只是普通的液一固收缩。
已经有很多的试验用来检验V法铸件的尺寸精度。Herman能提供相关的数据。表16.3就是一个例子。
但这些对我们来说意味着什么,作为一个V法使用者,它意味着许多相互关联的东西。
如果你已经从松软湿型砂转到V法工艺,那么你将发现许多问题。铸件可能比客户要求的小,因为在过去的你所生产的铸件都会膨胀;芯子可能在下芯时不合适;机加工余量减少;如果你是按照每磅来出售铸件的话,你的收入会减少,因为V法生产铸件相对较轻。

但从积极的方面来说,V法提供了许多好处;加工尺寸的减少使得铸件更适于销售。铸件质量将会变得更一致,如果按件来销售,能增加效益。因为只需补缩液固收缩而不用补缩型壁移动,所以可以减少冒口。鉴于铸造者们一直坚持对冒口的迷信,我们建议先对冒口体积减少15%试试看。
总的来说,如果你能将V法工艺做好,你就可以生产出比以前更好的铸件,比传统的湿型好得多,比高压湿型、化学造型好一点。记住——V法工艺中砂型中没有任何东西还能起到缓冲作用,砂型是完全通过颗粒与颗粒联合在一起的,而且里边几乎没有空气。
结论:V法铸造的铸型刚性高,主要原因在于整个铸型完全是砂子与砂子的刚性接触,没有粘结剂等任何材料做缓冲。
上一个 :
覆膜砂铸造如何解决透气性问题
下一个 :
消失模铸造涂料的主要成分
上一个 :
覆膜砂铸造如何解决透气性问题
下一个 :
消失模铸造涂料的主要成分



版权所有: 2021 七星配资 - 正规炒股配资|正规股票配资开户 豫ICP备15009732号 网站建设: 中企动力 洛阳 SEO
 13839850823
13839850823

 在线留言
在线留言 