发动机缸体薄壁冷芯盒工艺关键,发动机油道芯结构复杂,寸精度高,壁厚较薄,冷芯盒工艺要优于热芯盒工艺。
七星配资 - 正规炒股配资|正规股票配资开户官方网站,业务咨询电话:16639800877
中文 | English

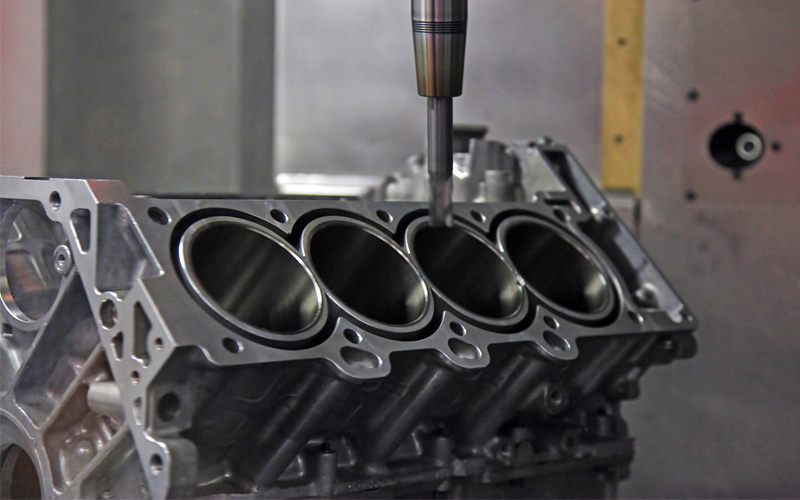
发动机缸体薄壁冷芯盒工艺关键
发动机油道芯结构复杂,寸精度高,壁厚较薄,冷芯盒工艺要优于热芯盒工艺,砂的配比为60%石英砂“0%宝珠砂,防脉纹添加剂加入量为6%。根据砂芯结构差异,特种砂加入量不要低于30%,防脉纹剂加入量控制在4%~6%。根据砂芯的结构,树脂加入量控制在1.5%~1.7%,树脂I:树脂II=55%:45%。
(1)采用冷芯盒工艺生产壁薄砂芯的关键在于保证强度。制芯过程中射砂压力的选取应尽可能比厚壁砂芯略大,吹胺过程注意低压和高压的结合;使用水基涂料时,砂芯制完后应尽快上涂料,减小水分对砂芯强度的影响;砂芯储存过程中要关注环境的湿度。
(2)冷芯的脉纹问题可通过添加宝珠砂和防脉纹剂,并结合防脉纹的保温涂料来解决。根据砂芯的不同,建议特种砂的加入量控制在30%以上。
(3)采用冷芯盒工艺生产薄壁砂芯时,只要能解决好强度和脉纹问题,该工艺在生产节拍、生产质量控制、人员投入、能源消耗等方面均优于热芯盒工艺。
上一个 :
铸造覆膜砂循环再生利用
下一个 :
消失模铸造工艺的特点
上一个 :
铸造覆膜砂循环再生利用
下一个 :
消失模铸造工艺的特点



版权所有: 2021 七星配资 - 正规炒股配资|正规股票配资开户 豫ICP备15009732号 网站建设: 中企动力 洛阳 SEO
 13839850823
13839850823

 在线留言
在线留言 